
Un rivet bien choisi fait gagner du temps, surtout quand il faut assembler des tôles, des équerres ou des accessoires sans accès à l’arrière de la pièce. Le bon type de rivet dépend surtout de trois choses : l’accès, l’épaisseur totale et le matériau à fixer. Dans cet article, je passe en revue les familles utiles en quincaillerie, ce qui change vraiment entre elles, et les erreurs qui font perdre en tenue dès la pose.
Les points essentiels pour choisir un rivet adapté
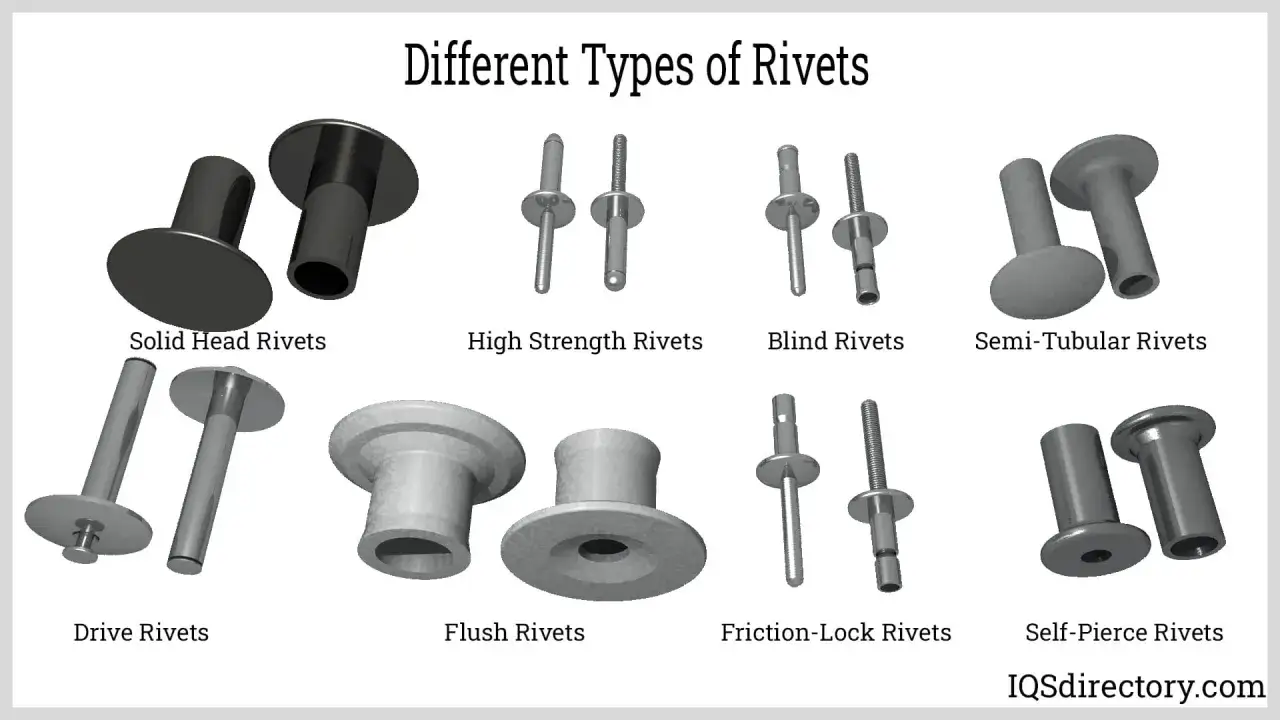
- Le rivet plein reste le plus robuste, mais il exige un accès aux deux faces de l’assemblage.
- Le rivet aveugle est le plus polyvalent dès que l’arrière de la pièce est inaccessible.
- Le matériau compte autant que la forme, car il influence la résistance, la corrosion et la facilité de pose.
- La tête bombée répartit mieux l’effort, la grande collerette protège les matériaux fragiles et la tête fraisée reste affleurante.
- La plage de serrage doit couvrir l’épaisseur réelle, sinon la jonction travaille mal.
Comment je classe les rivets sans mélanger les usages
Je commence toujours par la même question simple : peut-on accéder aux deux côtés de la pièce ? C’est ce critère qui sépare déjà les rivets pleins des rivets aveugles. Ensuite, je regarde l’effort demandé, l’exposition à l’humidité, l’aspect final et la stabilité de l’épaisseur à assembler.
Les catalogues de STANLEY Engineered Fastening montrent d’ailleurs des gammes allant du micro-rivet de 2 mm aux versions structurelles de 1/4 de pouce, avec des variantes ouvertes, fermées et multi-grip. Autrement dit, on n’est pas face à un seul produit, mais à une famille de solutions assez différentes pour que le mauvais choix se voie tout de suite à la pose.
| Famille | Pose | Points forts | Limites | Usages typiques |
|---|---|---|---|---|
| Rivet plein | Pose avec accès aux deux faces et formage de la tête de fermeture | Très robuste, excellent comportement mécanique | Demande de l’espace des deux côtés et plus de savoir-faire | Assemblages structuraux, ferrures, pièces mécaniques |
| Rivet semi-tubulaire | Déformation plus facile que le rivet plein | Pose rapide, effort de sertissage réduit | Moins adapté aux fortes charges | Tôlerie légère, pièces minces, quincaillerie légère |
| Rivet tubulaire | Très peu de matière à déformer | Économique et simple | Tenue limitée | Fixations légères, décoration, petites attaches |
| Rivet aveugle ouvert | Pose depuis un seul côté | Polyvalent, rapide, très courant | Pas le meilleur choix si l’étanchéité compte | Capots, tôles, réparations courantes |
| Rivet aveugle fermé | Pose depuis un seul côté | Meilleure protection contre l’air, l’eau ou la poussière | Souvent un peu plus cher et plus spécifique | Boîtiers, environnements humides, habillages extérieurs |
| Rivet structurel | Pose aveugle avec verrouillage ou retenue renforcée | Très bonne tenue en vibration et en charge | Demande un outillage adapté et un choix plus précis | Assemblages sollicités, maintenance exigeante |
| Rivet multi-grip | Accepte plusieurs épaisseurs dans une même plage | Réduit le nombre de références à stocker | Ne remplace pas un vrai dimensionnement | Réparation, maintenance, petites séries |
| Rivet auto-perceur | Peut créer sa propre liaison en tôlerie industrielle | Gain de temps important en production | Réservé à des outils et usages très ciblés | Automobile, structures métalliques répétitives |
Cette grille évite de comparer uniquement le diamètre. En pratique, je préfère d’abord éliminer les familles incompatibles avec la pièce, puis seulement affiner la taille et la finition. Une fois cette base posée, le matériau du rivet devient le vrai filtre de choix.
Le matériau du rivet influe sur la tenue et la corrosion
Je regarde le matériau avant de m’arrêter sur la tête ou le diamètre, parce que c’est lui qui conditionne une bonne partie de la durée de vie. Un rivet peut être très correct mécaniquement et pourtant mal vieillir si le couple avec la pièce crée de la corrosion galvanique ou si l’environnement est trop agressif.
- Aluminium : léger, facile à poser, très courant sur les assemblages non critiques et les habillages. Je le garde quand le poids compte et que la corrosion n’est pas sévère.
- Acier : solide et économique, utile pour de nombreuses fixations de tôlerie et de quincaillerie. Il faut souvent un revêtement de protection si l’environnement est humide.
- Inox : mon choix de base dès qu’il y a extérieur, humidité, nettoyage fréquent ou exigence de durabilité. Il est plus exigeant à la pose, mais il pardonne moins mal les oublis de maintenance.
- Cuivre et alliages cuivreux : intéressants pour certains usages techniques ou décoratifs, avec une bonne tenue dans des contextes spécifiques. Ils restent plus spécialisés que l’acier ou l’aluminium.
Le point que beaucoup sous-estiment, c’est la compatibilité entre les pièces. Quand les matériaux sont trop éloignés sur la série galvanique, surtout en présence d’humidité, je préfère isoler avec une peinture, un revêtement ou un intercalaire adapté. Cette précaution est simple et évite de voir la fixation se dégrader avant le reste de l’assemblage.
Pour une pièce de quincaillerie ou un capot de machine, je préfère donc un rivet un peu plus cohérent avec le contexte plutôt qu’un matériau choisi uniquement pour son prix. Quand le matériau est validé, la forme de tête permet d’affiner l’appui et l’aspect final.
La tête du rivet change l’appui et la finition
On parle souvent du corps du rivet, mais la tête change beaucoup plus de choses qu’on ne le pense. Elle influence la surface d’appui, la résistance à l’arrachement sur des matériaux fragiles et, dans certains cas, l’intégration visuelle de la fixation.
- Tête bombée : c’est la solution la plus universelle. Elle offre un appui généreux et convient à la majorité des applications de quincaillerie et de tôlerie.
- Grande collerette : elle répartit mieux la charge sur des matériaux mous ou cassants, ou lorsque le trou est légèrement trop grand. Je la choisis volontiers pour ne pas marquer une tôle fine ou un composite fragile.
- Tête fraisée : elle sert quand on veut une surface affleurante. C’est utile si la pièce doit glisser, se poser à plat ou rester discrète visuellement.
Pour un atelier de menuiserie, cette différence est visible sur les capots, les guides, les profils alu ou les petites pièces rapportées. Reste à relier ces formes aux cas d’usage concrets, pièce par pièce.
Choisir la bonne famille selon la pièce à assembler
Quand je dois trancher vite, je pars du contexte réel de l’assemblage, pas d’une fiche produit isolée. Dans un atelier de menuiserie ou de maintenance, les rivets servent surtout sur les habillages métalliques, les accessoires, les platines, les capots de machines et les petites réparations de quincaillerie. Pour du bois porteur, je reste plus prudent : vis, boulons ou systèmes dédiés restent souvent plus pertinents.
| Situation | Choix que je privilégie | Pourquoi |
|---|---|---|
| Accès aux deux faces et besoin de très forte tenue | Rivet plein | La résistance mécanique est excellente et la fixation travaille de façon très stable. |
| Accès limité à une seule face | Rivet aveugle | La pose reste possible sans démonter l’ensemble. |
| Milieu humide ou besoin de limiter les fuites | Rivet aveugle fermé | La fermeture de l’extrémité améliore la protection contre l’eau, l’air ou la poussière. |
| Épaisseur variable ou réparation avec tolérances incertaines | Rivet multi-grip | La plage de serrage plus large simplifie la maintenance et réduit les références à stocker. |
| Matériau tendre, fragile ou trou un peu large | Grande collerette | La charge est mieux répartie et la pièce se marque moins. |
| Surface à garder affleurante | Tête fraisée | La fixation reste discrète et n’accroche pas. |
| Production répétitive sur tôles minces | Semi-tubulaire ou auto-perceur selon le procédé | Le gain de temps est réel quand le geste est répété des dizaines de fois. |
Je vérifie ensuite trois points avant d’acheter ou de poser : le diamètre de perçage, la plage de serrage et la charge réelle que l’assemblage va subir. Si l’un des trois est faux, même un bon rivet devient une solution moyenne. C’est encore plus vrai en présence de vibration, où je préfère souvent une famille structurelle plutôt qu’un rivet aveugle standard.
Poser un rivet proprement et éviter les erreurs courantes
- Je mesure l’épaisseur totale des pièces à assembler, sans oublier peinture, joint ou revêtement éventuel.
- Je contrôle le trou selon la recommandation du fabricant, car un trou trop grand fait chuter la tenue et un trou trop serré complique la pose.
- Je débavure avant de riveter. Une bavure fausse l’appui et peut empêcher le corps de se loger correctement.
- Je choisis l’outil adapté. Une pince manuelle suffit pour quelques fixations, mais une riveteuse pneumatique ou hydraulique apporte une régularité nettement meilleure dès que la série s’allonge.
- Je contrôle la tête de pose et l’arrière après sertissage. Le corps doit se déformer de façon régulière, sans déchirure, et la rupture de tige doit être propre sur un rivet aveugle.
Les erreurs que je vois le plus souvent sont très simples à éviter : rivet trop court, trou mal dimensionné, matériaux incompatibles, ou rivet choisi pour son prix plutôt que pour son usage. Un détail souvent négligé, c’est la tentation d’employer un rivet standard là où un modèle fermé ou structurel serait plus logique. Sur le papier, la différence paraît minime, mais sur le terrain elle se traduit par des reprises, des fuites ou un jeu qui réapparaît vite.
Dans un atelier, la qualité de la pose fait presque autant que le choix du rivet. C’est là que les détails d’outillage et de préparation font la différence.
Ce que je retiens pour un atelier de menuiserie bien équipé
Si je devais résumer la logique de choix, je dirais qu’il faut d’abord regarder la pièce, ensuite l’environnement, puis seulement la référence. Pour un capot de machine, un habillage de tôle ou une petite ferrure, un rivet aveugle bien dimensionné fait souvent le travail proprement. Pour une fixation plus critique, je préfère une famille structurale, un matériau cohérent et un contrôle sérieux du perçage.
Le meilleur réflexe reste très simple : accès, épaisseur, environnement. Avec ces trois critères, on élimine la plupart des mauvais choix avant même d’ouvrir la boîte. Et quand le rivet est choisi avec méthode, la pose devient plus rapide, plus propre et surtout plus durable.
Dans la pratique, ce n’est pas le rivet le plus spectaculaire qui fait le meilleur travail, mais celui qui correspond exactement à l’assemblage. C’est ce niveau de précision qui change la fiabilité d’une réparation et la qualité d’un montage dans le temps.