L’essentiel à retenir avant de mesurer au centième
- Le micromètre mesure surtout des diamètres et des épaisseurs avec une résolution courante de 0,01 mm.
- Son nom ne veut pas dire qu’il “travaille au micron” par défaut ; certains modèles numériques descendent à 0,001 mm, mais ce n’est pas la norme de base.
- Le modèle le plus courant en atelier est le micromètre d’extérieur, souvent appelé palmer.
- Pour le bois et les machines à bois, il sert surtout sur les pièces usinées, les arbres, les outils et les éléments métalliques.
- La force de serrage, la propreté des touches et la température comptent autant que l’instrument lui-même.
Ce que mesure vraiment le micromètre
Le micromètre est un instrument de métrologie qui transforme la rotation d’une vis très précise en déplacement linéaire. En pratique, il serre une pièce entre une touche fixe et une touche mobile pour mesurer une dimension avec beaucoup plus de répétabilité qu’un outil de contrôle classique. C’est pour cela qu’on l’utilise quand une cote doit être vérifiée au centième de millimètre, parfois davantage selon le modèle.
Je préfère le rappeler tout de suite, parce que la confusion est fréquente : le nom ne garantit pas une précision au micron. Dans la plupart des ateliers, on lit surtout le centième de millimètre, soit 0,01 mm. Les versions numériques ou très spécialisées peuvent aller plus loin, mais ce n’est pas la situation standard. Le mot “micromètre” renvoie au principe de mesure, pas à la précision automatique de l’appareil.
Le vocabulaire change selon les habitudes : on parle souvent de palmer pour le micromètre d’extérieur, et de micromètre d’intérieur ou de profondeur pour les autres usages. Dans un atelier de menuiserie, je le vois surtout comme un outil de contrôle des pièces métalliques liées aux machines, des axes, des roulements, des lames ou de certains accessoires d’usinage. C’est ce point qui mène naturellement aux différents modèles disponibles.
Les modèles utiles en atelier ne servent pas tous au même contrôle
Un micromètre n’est pas un bloc unique. Selon ce que l’on veut vérifier, il existe plusieurs formes, et se tromper de modèle fait perdre du temps sans améliorer la précision.
| Type | Ce qu’il mesure | Usage concret | Ce qu’il faut retenir |
|---|---|---|---|
| Micromètre d’extérieur | Diamètres et épaisseurs | Arbres, axes, tiges, lames, pièces usinées | Le plus courant, souvent le plus utile en atelier |
| Micromètre d’intérieur | Alésages et diamètres internes | Logements de roulements, trous calibrés, pièces d’assemblage | Très utile quand le jeu interne doit être contrôlé proprement |
| Micromètre de profondeur | Profondeurs de rainures, épaulements, perçages | Réglages de machines, contrôle de gorge, vérification d’un usinage | Pratique, mais moins polyvalent que le modèle d’extérieur |
| Version mécanique | Lecture sur douille et tambour | Atelier stable, usage régulier, pas de pile | Robuste, fiable, un peu plus lente à lire |
| Version numérique | Affichage direct | Contrôle rapide, plusieurs opérateurs, lecture facile | Plus confortable à lire, mais demande une pile et un minimum d’entretien |
Dans un environnement de travail du bois, je conseillerais rarement de commencer par un modèle exotique. Le micromètre d’extérieur couvre déjà la majorité des besoins utiles, surtout si l’objectif est de contrôler des éléments métalliques liés aux machines ou à l’outillage. Les autres versions deviennent pertinentes dès qu’on contrôle régulièrement un alésage, une profondeur ou une forme non standard. La suite logique consiste alors à savoir lire la cote sans approximation.

Lire une mesure sans se tromper demande un geste propre et répétable
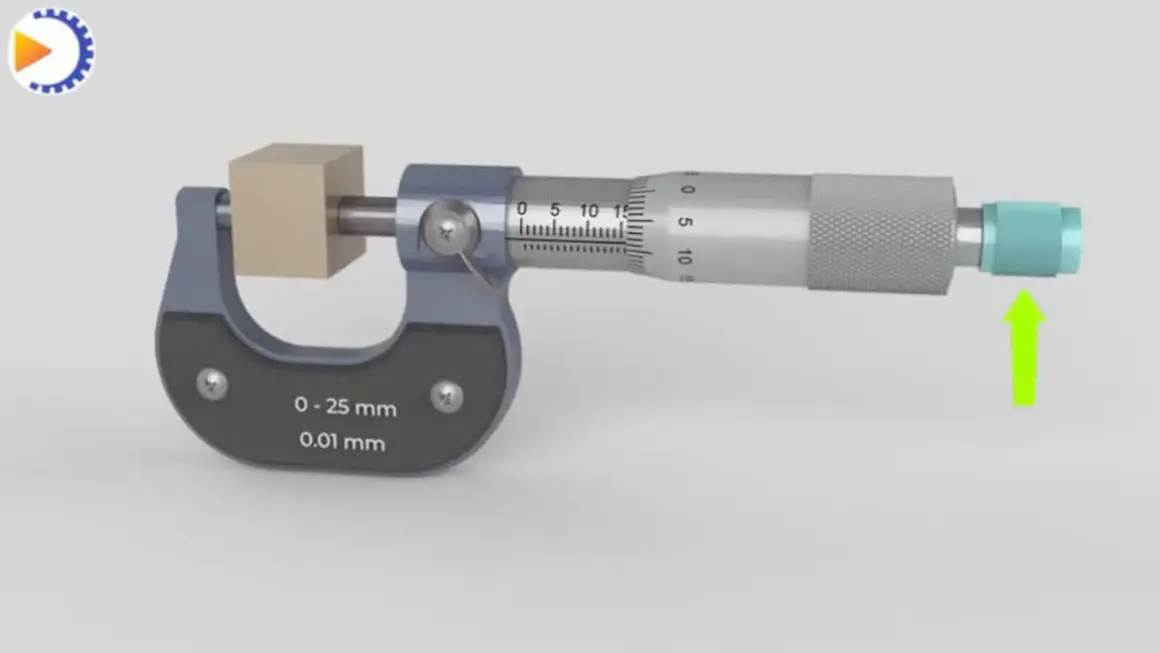
Le principe de lecture est simple, mais le geste ne l’est pas toujours au début. Un micromètre standard comporte une douille graduée, un tambour mobile et un système de friction ou de cliquet qui limite la force de serrage. C’est ce dernier point qui fait souvent la différence entre une mesure reproductible et une cote faussée par la pression de la main.
- Vérifier le zéro avant toute série de mesures. Si l’instrument ne revient pas correctement à zéro, la lecture sera déjà biaisée.
- Nettoyer les touches et la pièce. Une poussière, une bavure ou un film d’huile suffit à décaler la cote.
- Présenter la pièce bien perpendiculairement. Si l’alignement est mauvais, on mesure de travers et on surestime ou sous-estime la dimension.
- Serrer avec le cliquet, jamais à la main en force. Le cliquet impose une pression plus régulière.
- Lire la douille puis le tambour. Sur un modèle métrique classique, la douille donne les millimètres entiers et parfois le demi-millimètre, tandis que le tambour ajoute les centièmes.
Sur la plupart des modèles mécaniques courants, un tour complet correspond à 0,5 mm et le tambour comporte 50 graduations. Une graduation vaut alors 0,01 mm. C’est cette mécanique qui explique la finesse de lecture, pas un effet de magie numérique. Sur les versions électroniques, l’affichage simplifie la lecture, mais le geste de mesure reste le même : positionner correctement, serrer proprement et contrôler le zéro.
Je recommande de faire quelques mesures d’essai sur une pièce étalon ou sur un cylindre connu avant de l’utiliser sur une pièce importante. Le but n’est pas de “faire joli”, mais de vérifier que la main, l’outil et la pièce racontent la même histoire. Cette discipline de lecture devient encore plus importante quand on compare le micromètre à d’autres instruments.
Pourquoi il bat le pied à coulisse dans certaines situations
Le micromètre ne remplace pas le pied à coulisse. Il le complète. Le pied à coulisse sert à aller vite, à couvrir plus de plages et à mesurer des formes variées. Le micromètre, lui, gagne quand la priorité est la répétabilité et la précision sur une dimension simple.
| Critère | Micromètre | Pied à coulisse |
|---|---|---|
| Précision répétable | Très bonne sur une dimension simple | Bonne, mais plus sensible à l’alignement et à la pression |
| Vitesse de contrôle | Correcte, un peu plus lente | Très rapide pour des vérifications multiples |
| Plage et polyvalence | Plus limitée, souvent par plages de 25 mm | Plus large et plus flexible |
| Formes complexes | Peu adapté | Plus tolérant sur des géométries variées |
| Utilisation idéale | Diamètre, épaisseur, contrôle serré | Mesure générale, contrôle rapide, relevé de cote |
Les erreurs qui ruinent la mesure plus vite que l’outil lui-même
Un micromètre est précis, mais il ne corrige pas les mauvaises pratiques. Dans les faits, la plupart des écarts viennent du geste, de l’état de la pièce ou du contexte de mesure. C’est là que beaucoup de débutants se trompent : ils accusent l’outil alors que le problème vient de la méthode.
- Trop serrer la pièce : même une petite surpression fausse la cote. Le cliquet sert précisément à éviter ce défaut.
- Mesurer une surface sale ou bavurée : une poussière ou un copeau suffit à ajouter quelques centièmes.
- Oublier l’influence de la température : une pièce sortie d’usinage ou réchauffée par la main peut bouger de manière mesurable.
- Mesurer du bois brut comme du métal : les fibres se compressent, l’humidité varie, et la dimension n’est pas stable comme sur une pièce usinée.
- Négliger le contrôle du zéro : si l’instrument dérive, toute la série devient douteuse.
- Mal aligner les touches : la dimension relevée n’est plus la bonne, surtout sur les pièces longues ou cylindriques.
Le bon choix pour un atelier de menuiserie et de machines
Si je devais équiper un atelier polyvalent, je partirais sur un micromètre d’extérieur 0-25 mm en premier achat. C’est la plage la plus utile au quotidien et elle couvre déjà beaucoup de contrôles courants. Si les besoins dépassent cette plage, on ajoute ensuite les segments 25-50 mm, 50-75 mm, et ainsi de suite, plutôt que d’acheter un modèle trop spécialisé dès le départ.
- Résolution de 0,01 mm : suffisante pour la majorité des contrôles en atelier.
- Modèle numérique : intéressant si plusieurs personnes lisent l’outil ou si l’on veut gagner du temps.
- Modèle mécanique : bon choix si l’on cherche la simplicité, la robustesse et l’autonomie.
- Cliquet ou friction bien réglé : indispensable pour garder une force de serrage régulière.
- Toujours vérifier le zéro : c’est le réflexe de base, avant chaque série sérieuse de mesures.
Pour l’entretien, je garde une règle simple : touches propres, instrument rangé dans sa boîte, absence de choc, et contrôle régulier avec une référence connue si l’usage est fréquent. Les modèles sérieux tiennent bien dans le temps, mais ils n’aiment ni la poussière abrasive ni les serrages brutaux. Dans un atelier de bois, cette discipline n’est pas du luxe ; elle évite surtout de prendre une mauvaise cote pour une vérité technique.
Au fond, le bon usage d’un micromètre tient moins à la sophistication de l’outil qu’à la rigueur du geste. Quand la mesure est propre, alignée et répétée dans de bonnes conditions, l’instrument devient une vraie aide de décision. C’est exactement ce qu’on attend dans un atelier bien tenu : moins d’à-peu-près, plus de contrôle, et des réglages qui tiennent dans la durée.